



The foundation of everything.
01 — Material Selection
We use 2x2 Twill 3K prepreg and dry carbon fibre — the same specification found in aerospace structures. Unlike standard carbon, prepreg arrives with resin already locked into the weave at a precise ratio. No guesswork, no inconsistency. It's stored at -18°C until the moment it's needed, preserving the resin chemistry exactly as intended.
Every layer placed with intention.
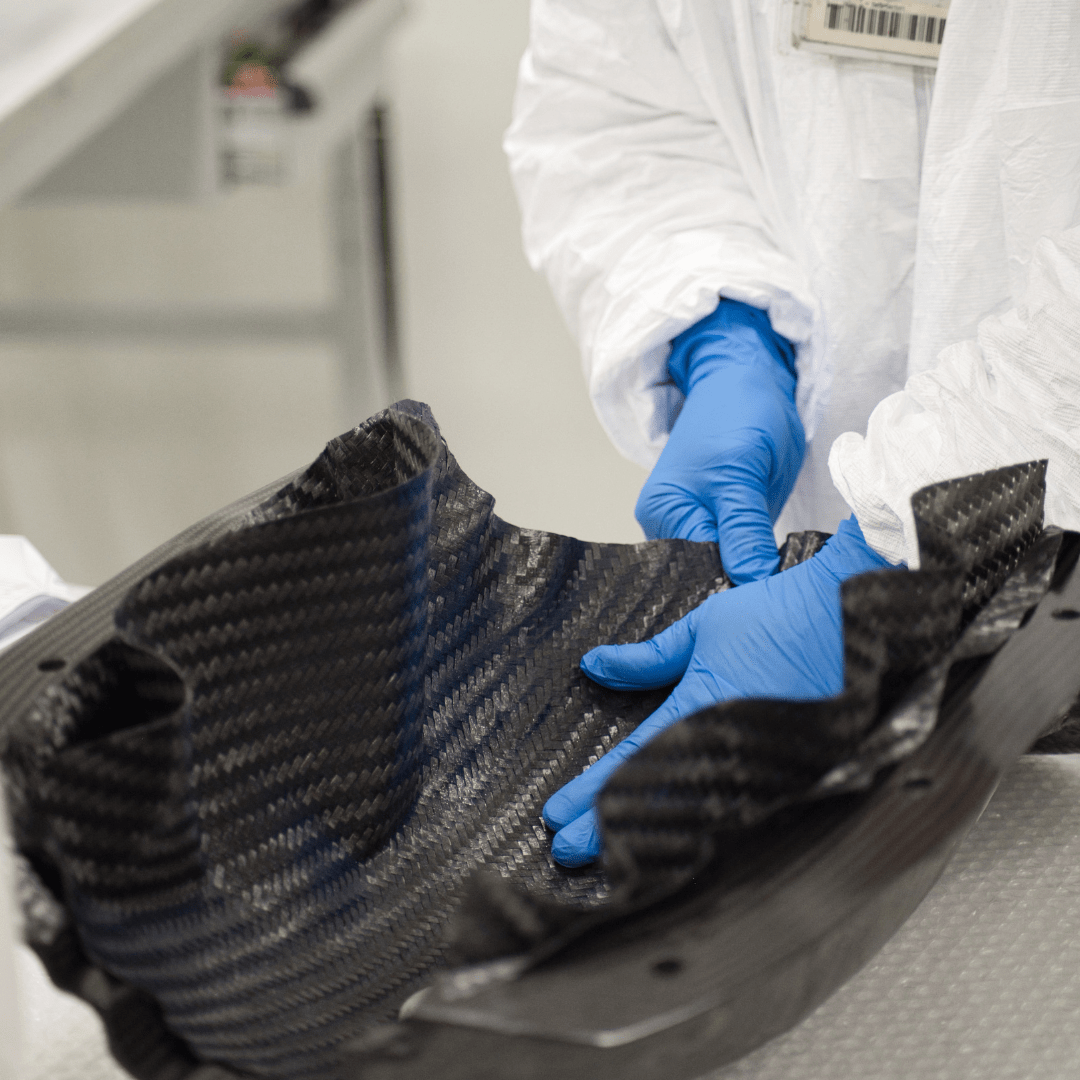
02 — Hand Layup
A large sheet of prepreg carbon is cut to precise templates based on the component design. Each piece is then laid by hand directly into a machined mould — the tool that defines the exact final shape of the part. Layer by layer, sheet by sheet, each ply is smoothed and positioned carefully. Three or more layers typically make up a single component.
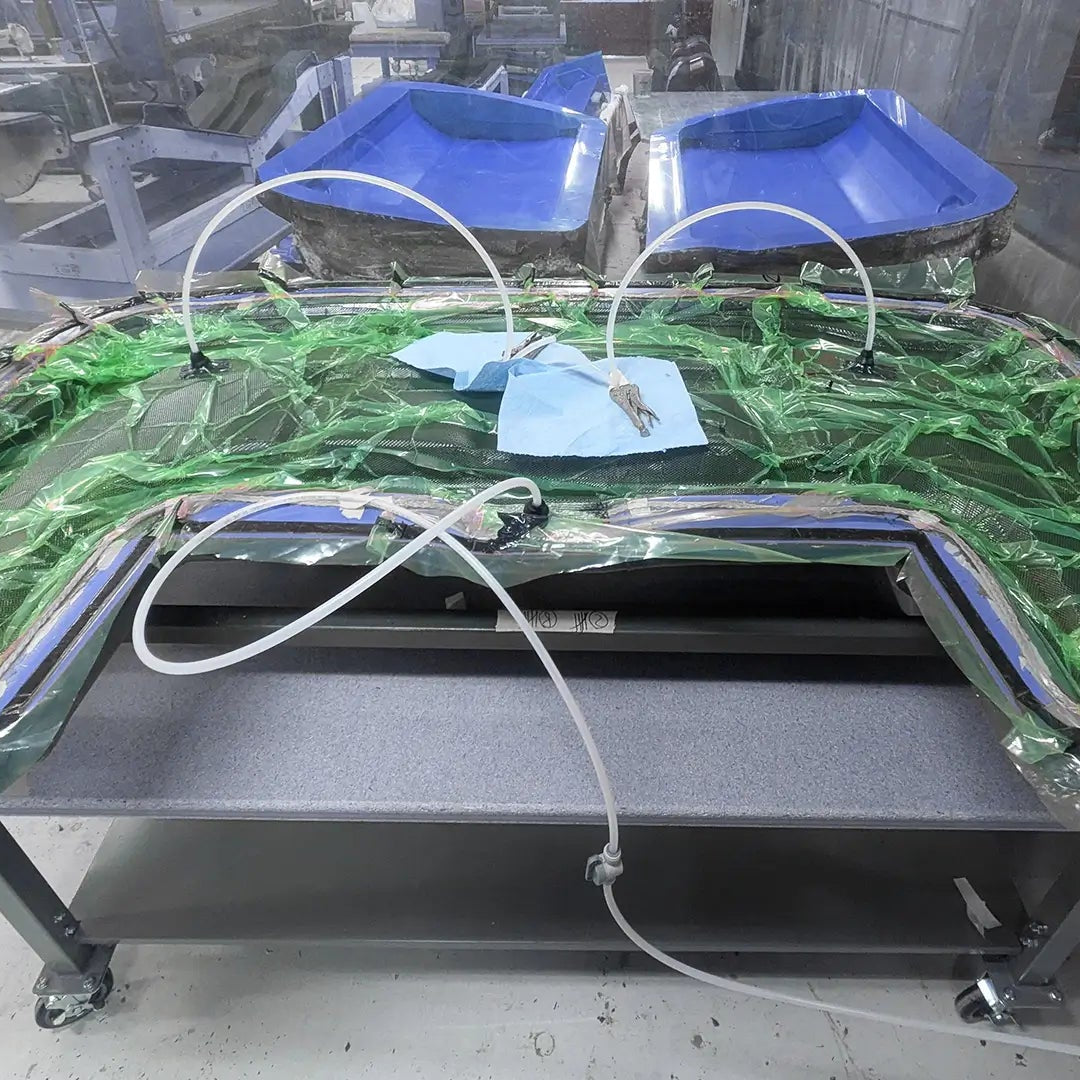
Sealed under pressure.
03 — Vacuum Bagging
Once the layup is complete, a vacuum bag is placed over the entire mould and sealed airtight. A pump then extracts all the air from within — pulling every layer tight against the mould surface and eliminating any air pockets between plies. Air trapped in carbon fibre creates invisible weak points. The vacuum removes that risk entirely before the part sees any heat.

Pressure and heat. Simultaneously.
04 — Autoclave Cure
The bagged mould goes into an autoclave, a pressurised industrial oven that applies both heat and pressure at the same time. At 135°C and up to 6 bar of pressure, the resin flows through the carbon layers, bonds them permanently, and cures into a single rigid structure. This combination of heat and pressure is what gives autoclave carbon its superior strength and density over oven-cured alternatives. It's also why it costs more. The result justifies it.
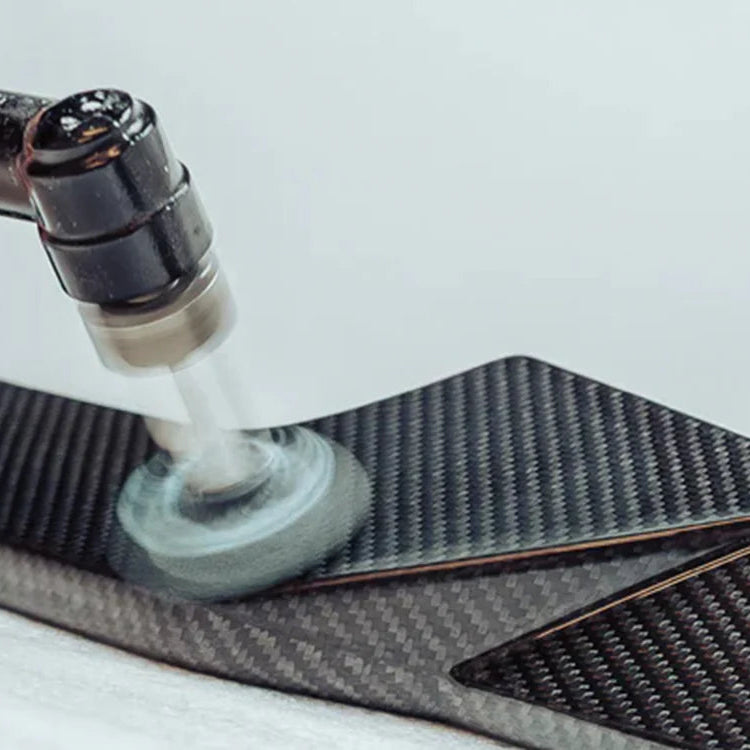
From raw part to finished surface.
05 — Finishing and Lacquer
Once demoulded, the raw component is trimmed, edges refined, and the surface prepared through progressive sanding stages. Multiple coats of UV-stable clear lacquer are then applied by hand. The lacquer isn't decorative, it shields the resin beneath from ultraviolet degradation that causes cheaper carbon to yellow and dull within years. Gloss, satin, or matte. Each is a distinct finishing process. The weave beneath remains visible, protected, permanent.

It passes or it doesn't ship.
06 — Quality Control
Every finished part is inspected by hand — surface finish, edge quality, fitment geometry, and weight all checked against specification. A part that passes receives its Vanté part number. A part that doesn't isn't reworked and quietly shipped anyway. It's remade from the beginning. There is no other standard.
The numbers
135°C
Autoclave cure temperature. The same standard used in aerospace composite manufacturing.
3+
Individual carbon plies per component. Each layer hand-placed, each angle deliberate.
6 Bar
Pressure applied during autoclave cure. This is what separates structural carbon from decorative carbon.
2x2T 3K
The carbon fibre grade we specify. The same tensile classification found in aircraft structures.





