



すべての基盤。
01 — 材料選択
2x2 Twill 3K プリプレグと乾燥カーボンファイバーを使用しています。これは航空宇宙構造に見られるのと同じ仕様です。標準的なカーボンとは異なり、プリプレグには樹脂が既に正確な比率で織り込まれた状態で到着します。推測はなく、一貫性の欠如もありません。必要になるまで-18°Cで保管され、意図した通りに樹脂化学を保持します。
すべてのレイヤーが意図を持って配置されます。
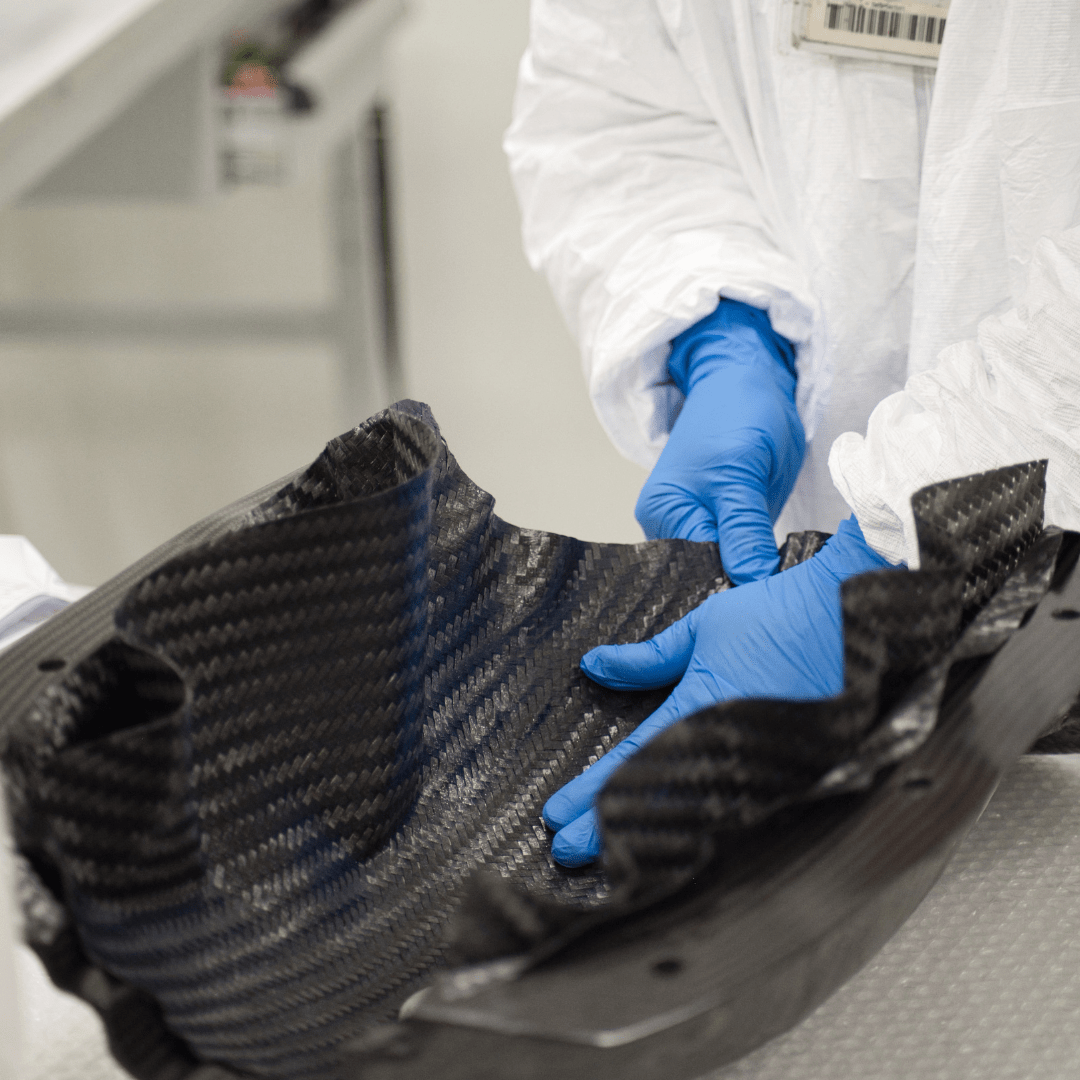
02 — 手作業レイアップ
大型のプリプレグカーボンシートを、部品設計に基づいた正確なテンプレートにカットします。各ピースは手作業で機械加工された金型に直接配置されます。この金型は部品の最終的な正確な形状を定義するツールです。レイヤーごと、シートごと、各プライが慎重にスムーズに配置されます。通常、1つの部品は3層以上で構成されます。
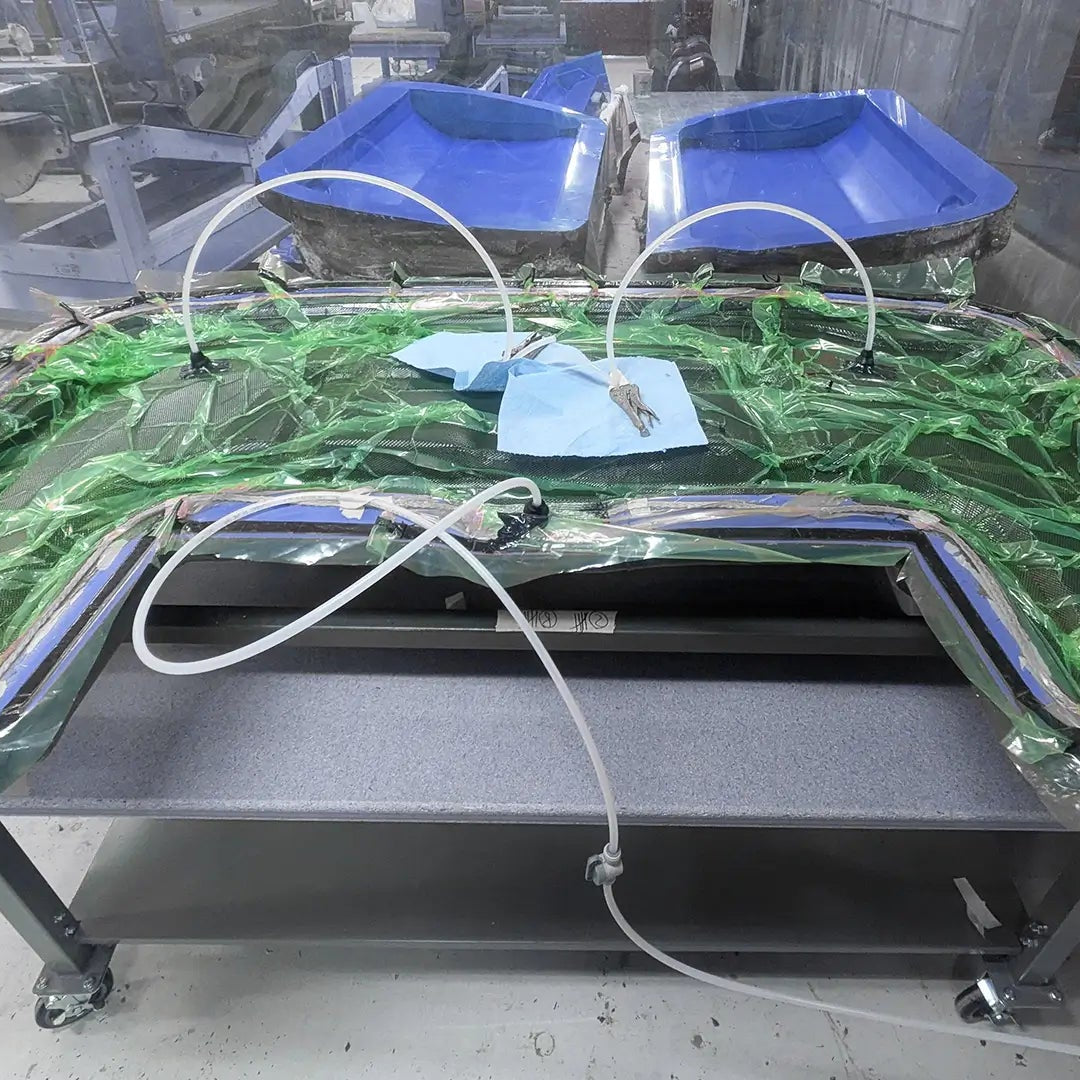
圧力下で密閉される。
03 — 真空バッギング
レイアップが完了したら、真空バッグを金型全体に被せて気密に密閉します。ポンプが内部のすべての空気を吸い出し、すべてのレイヤーを金型表面に引き締め、プライ間のエアポケットを排除します。カーボンファイバーに閉じ込められた空気は見えない弱点を作成します。真空はパーツが熱を受ける前に、そのリスクを完全に排除します。

圧力と熱。同時に。
04 — オートクレーブ硬化
バッグに入れた金型をオートクレーブに入れます。これは圧力化工業用オーブンで、同時に熱と圧力を加えます。135°Cおよび最大6バールの圧力で、樹脂はカーボン層を流れ、永久に結合し、1つの硬い構造に硬化します。この熱と圧力の組み合わせが、オートクレーブカーボンにオーブン硬化の代替品よりも優れた強度と密度を与えるのです。これが価格が高い理由でもあります。結果はそれを正当化します。
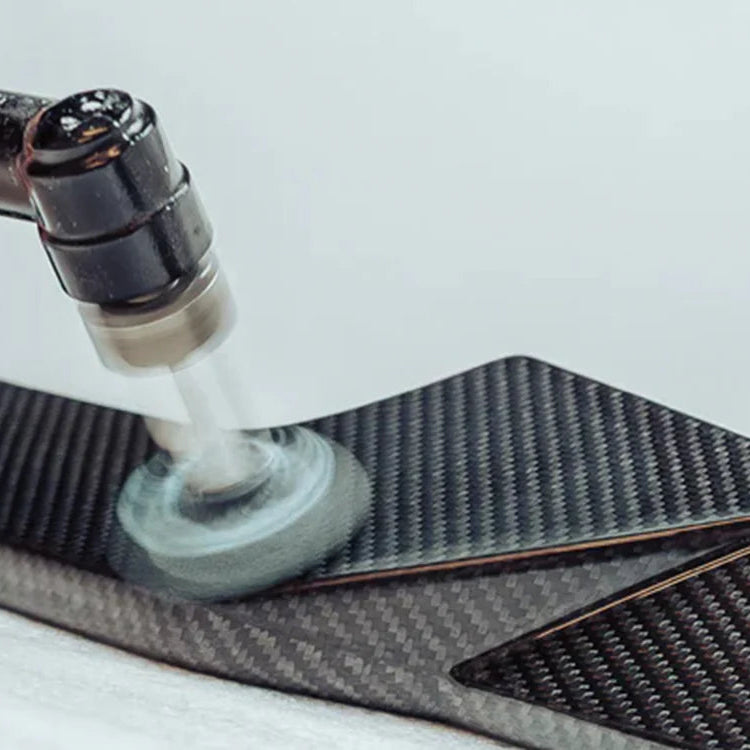
生部品から完成表面へ。
05 — 仕上げとラッカー
脱型後、生部品をトリミング、エッジを洗練させ、段階的なサンディングを通じて表面を準備します。その後、手作業でUV安定性クリアラッカーの複数コートを塗布します。ラッカーは装飾的ではなく、下の樹脂を紫外線劣化から保護します。これは安価なカーボンが数年以内に黄色くなり、くすむことを防ぎます。グロス、サテン、またはマット。それぞれ異なる仕上げプロセスです。下の織り目は見え、保護され、永続的です。

合格するか出荷されないか。
06 — 品質管理
完成した各部品は手作業で検査されます。表面仕上げ、エッジ品質、フィッティング幾何学、および重量すべてが仕様に対して確認されます。合格した部品はVantéパーツ番号を受け取ります。合格しない部品は修正されずに静かに出荷されることはありません。最初からやり直されます。他の標準はありません。
数値
135°C
オートクレーブ硬化温度。航空宇宙複合材料製造に使用される同じ標準。
3+
部品あたりの個々のカーボンプライ。各レイヤーを手作業で配置、各角度が意図的。
6 Bar
オートクレーブ硬化中に加えられる圧力。これが構造カーボンと装飾カーボンを分けるものです。
2x2T 3K
仕様を定めるカーボンファイバーグレード。航空機構造に見られるのと同じ引張強度分類。





