



La base di tutto.
01 — Selezione del Materiale
Utilizziamo fibra di carbonio preimpregnata 2x2 Twill 3K e carbonio secco — la stessa specifica utilizzata nelle strutture aerospaziali. A differenza del carbonio standard, il preimpregnato arriva con la resina già integrata nel tessuto a un rapporto preciso. Nessuna approssimazione, nessuna incoerenza. Viene conservato a -18°C fino al momento in cui serve, preservando la chimica della resina esattamente come previsto.
Ogni strato posizionato con precisione.
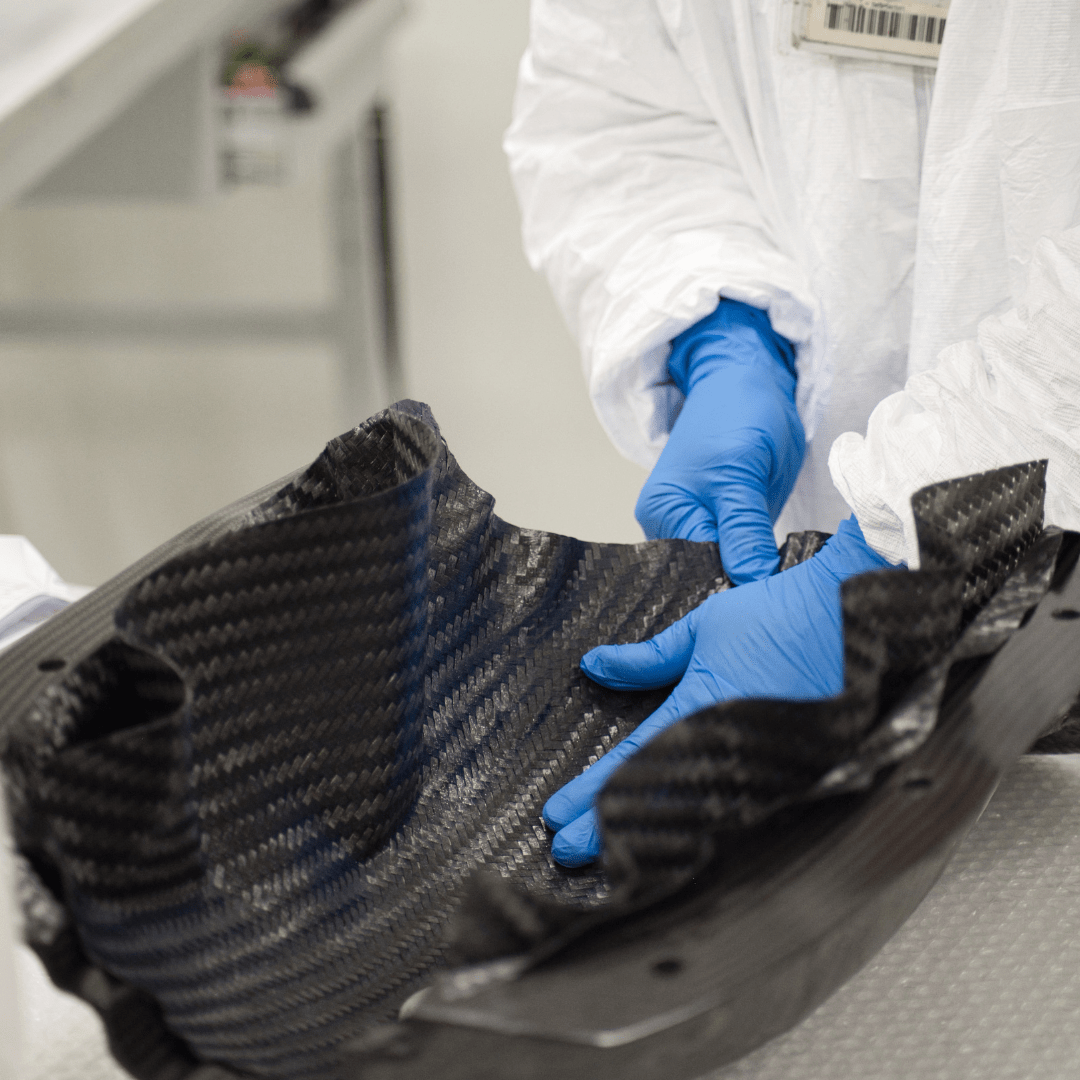
02 — Stesura a Mano
Un grande foglio di carbonio preimpregnato viene tagliato secondo template precisi basati sulla progettazione del componente. Ogni pezzo viene quindi steso a mano direttamente in uno stampo lavorato a macchina — lo strumento che definisce la forma finale esatta della parte. Strato dopo strato, foglio dopo foglio, ogni lamina viene livellata e posizionata con cura. Normalmente tre o più strati costituiscono un singolo componente.
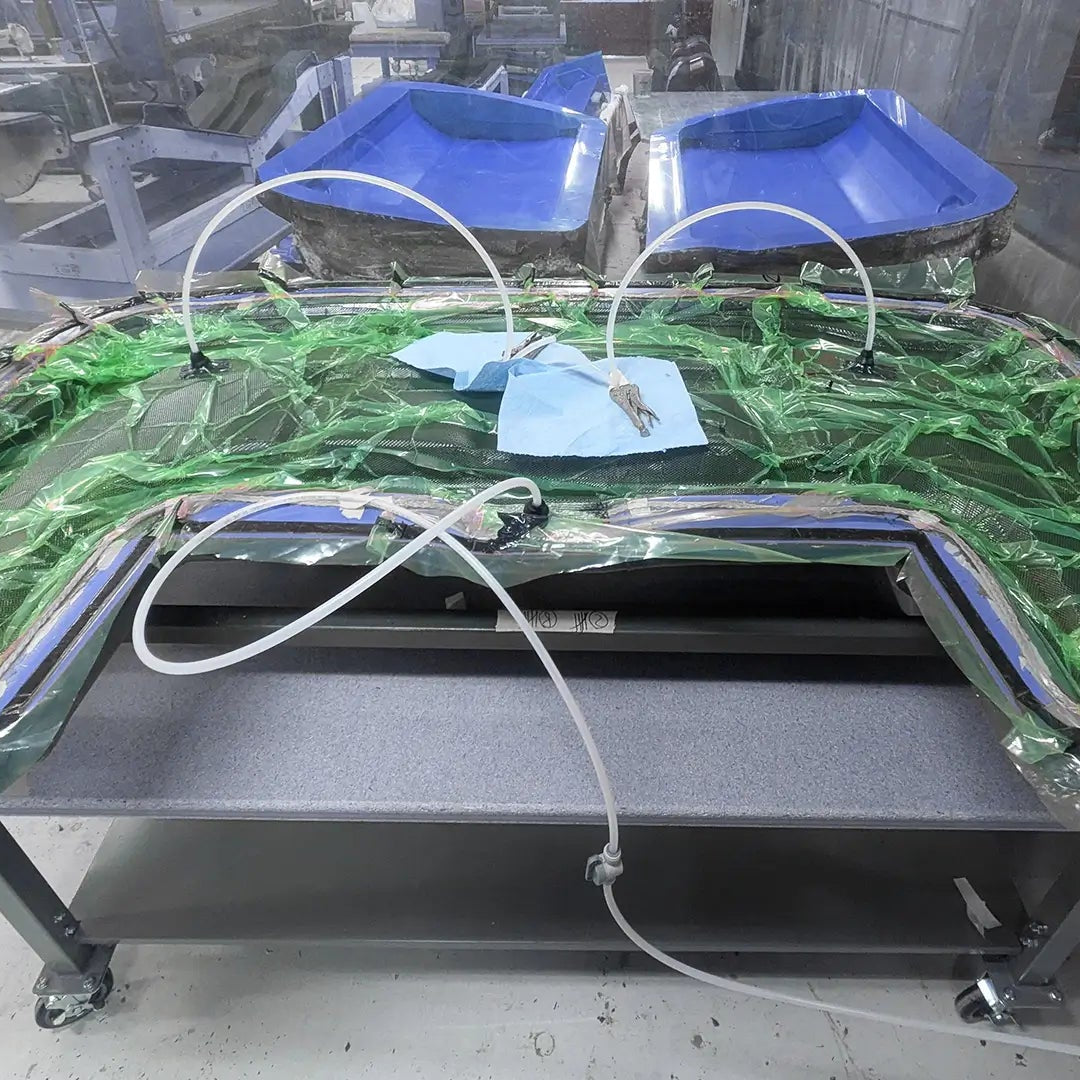
Sigillato sotto pressione.
03 — Pressurizzazione al Vuoto
Una volta completata la stesura, un sacchetto sotto vuoto viene posizionato su tutto lo stampo e sigillato ermeticamente. Una pompa estrae quindi tutta l'aria dall'interno — premendo ogni strato contro la superficie dello stampo ed eliminando eventuali sacche d'aria tra le lamine. L'aria intrappolata nella fibra di carbonio crea punti deboli invisibili. Il vuoto elimina completamente quel rischio prima che la parte sia sottoposta a qualsiasi calore.

Pressione e calore. Simultaneamente.
04 — Polimerizzazione in Autoclave
Lo stampo pressurizzato viene inserito in un'autoclave, un forno industriale che applica simultaneamente calore e pressione. A 135°C e fino a 6 bar di pressione, la resina scorre attraverso gli strati di carbonio, li lega permanentemente e si indurisce in una struttura rigida unica. Questa combinazione di calore e pressione è ciò che conferisce al carbonio in autoclave una resistenza e una densità superiori rispetto alle alternative indurite in forno. È anche il motivo per cui costa di più. Il risultato lo giustifica.
Da parte grezza a superficie rifinita.
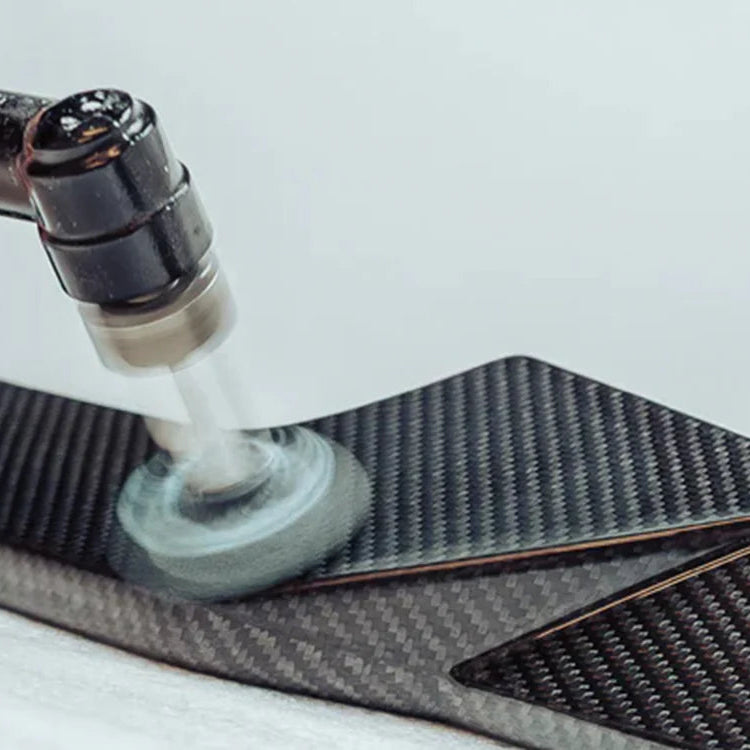
05 — Rifinitura e Lacca
Una volta sformata, la componente grezza viene rifilata, i bordi raffinati e la superficie preparata attraverso stadi progressivi di levigatura. Vengono quindi applicate a mano più mani di lacca trasparente stabile ai raggi UV. La lacca non è decorativa, protegge la resina sottostante dal degrado ultravioletto che causa il carbonio più economico a ingiallire e opacizzarsi nel tempo. Lucido, satinato o opaco. Ognuno è un processo di rifinitura distinto. La trama sottostante rimane visibile, protetta, permanente.

Passa il controllo o non viene spedito.
06 — Controllo della Qualità
Ogni parte finita viene ispezionata a mano — finitura superficiale, qualità dei bordi, geometria di adattamento e peso sono tutti controllati secondo le specifiche. Una parte che supera il controllo riceve il suo numero di parte Vanté. Una parte che non lo supera non viene rielaborata e spedita silenziosamente comunque. Viene rifatta da capo. Non esiste altro standard.
I numeri
135°C
Temperatura di polimerizzazione in autoclave. Lo stesso standard utilizzato nella produzione di compositi aerospaziali.
3+
Singole lamine di carbonio per componente. Ogni strato steso a mano, ogni angolo deliberato.
6 Bar
Pressione applicata durante la polimerizzazione in autoclave. Questo è ciò che distingue il carbonio strutturale dal carbonio decorativo.
2x2T 3K
Il grado di fibra di carbonio che specifichiamo. La stessa classificazione di resistenza alla trazione trovata nelle strutture aeronautiche.





