



Die Grundlage von allem.
01 — Materialauswahl
Wir verwenden 2x2 Twill 3K Prepreg und Trockenkohlefaser – die gleiche Spezifikation wie in Luft- und Raumfahrtstrukturen. Im Gegensatz zu Standard-Kohlefaser kommt Prepreg bereits mit Harz in exakter Mischung im Gewebe an. Keine Vermutungen, keine Inkonsistenz. Es wird bei -18°C gelagert, bis es benötigt wird, und konserviert die Harzchemie genau wie beabsichtigt.
Jede Schicht mit Absicht platziert.
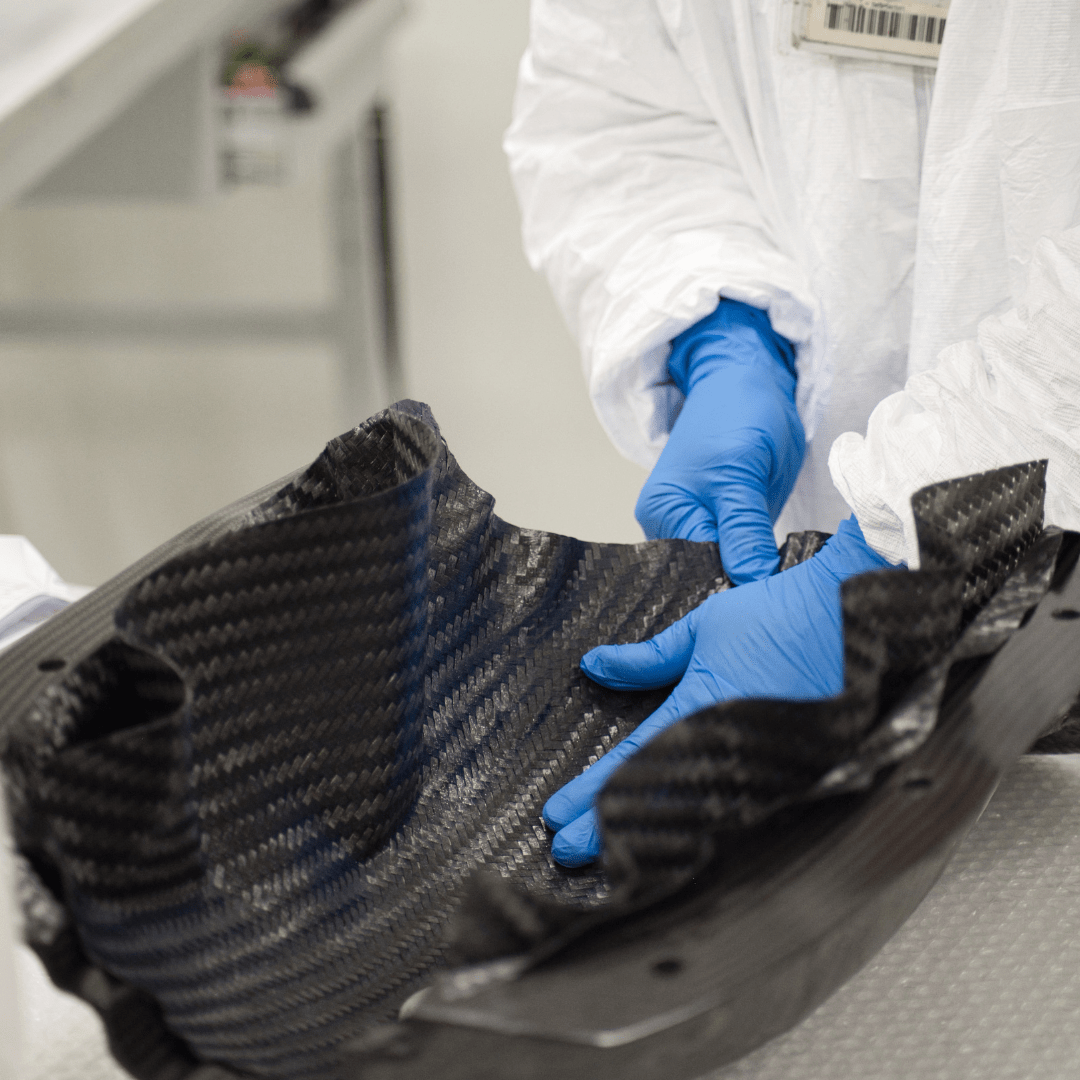
02 — Handschichtung
Ein großes Blatt Prepreg-Kohlefaser wird nach präzisen Schablonen basierend auf dem Bauteildesign geschnitten. Jedes Stück wird dann von Hand direkt in eine bearbeitete Form gelegt – das Werkzeug, das die genaue endgültige Form des Teils definiert. Schicht um Schicht, Blatt um Blatt wird jede Lage sorgfältig geglättet und positioniert. Typischerweise besteht ein einzelnes Bauteil aus drei oder mehr Schichten.
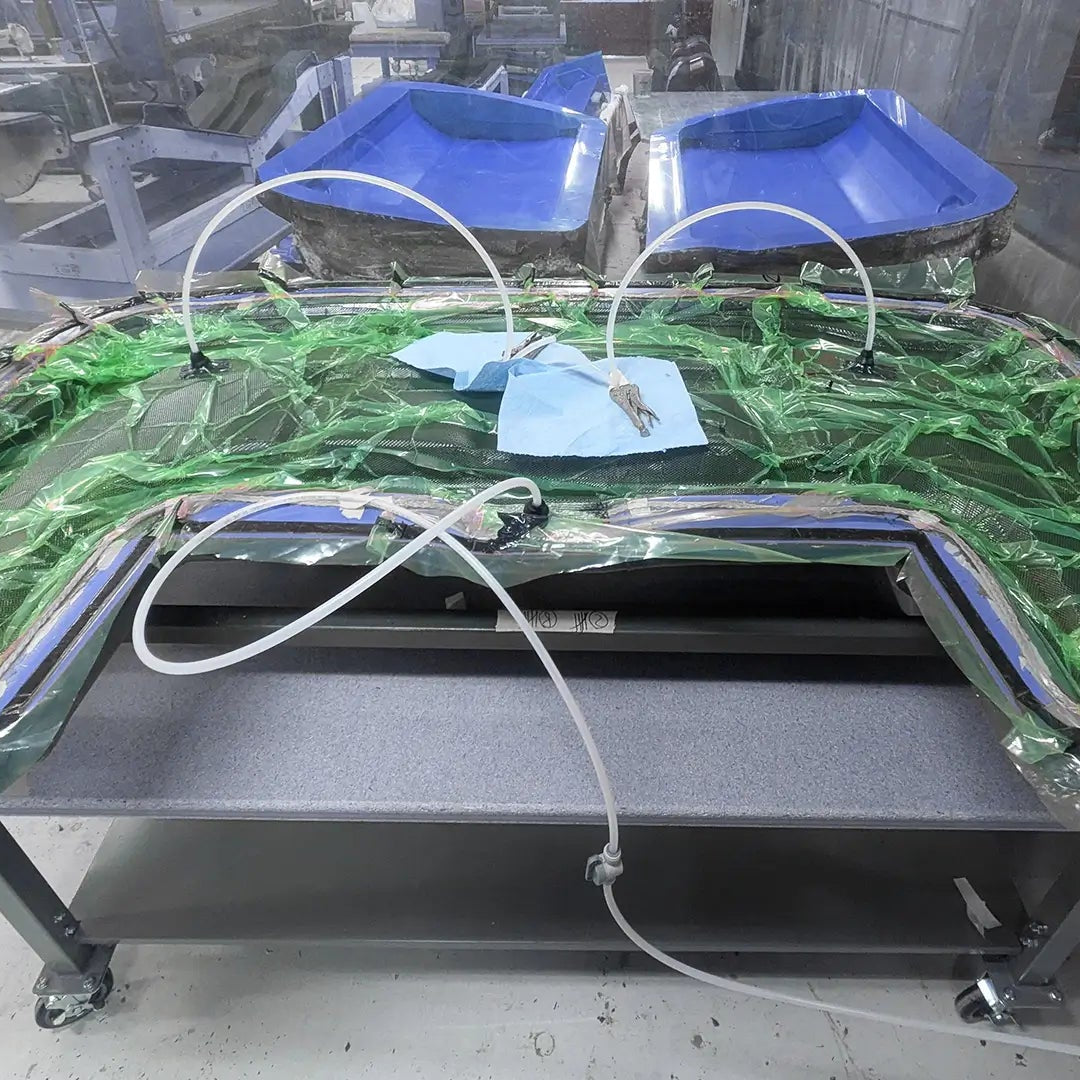
Unter Druck versiegelt.
03 — Vakuumsacktechnik
Nach Abschluss der Schichtung wird ein Vakuumbeutel über die gesamte Form gelegt und luftdicht versiegelt. Eine Pumpe saugt dann alle Luft ab – zieht jede Schicht fest gegen die Formoberfläche und beseitigt alle Lufttaschen zwischen den Schichten. In Kohlefaser eingeschlossene Luft erzeugt unsichtbare Schwachstellen. Das Vakuum eliminiert dieses Risiko vollständig, bevor das Teil Hitze erfährt.

Druck und Hitze. Gleichzeitig.
04 — Autoklav-Aushärtung
Die verschweißte Form kommt in einen Autoklav – einen unter Druck stehenden Industrieofen, der gleichzeitig Hitze und Druck ausübt. Bei 135°C und bis zu 6 bar Druck fließt das Harz durch die Kohlefaserschichten, verbindet sie dauerhaft und härtet zu einer starren Struktur aus. Diese Kombination aus Hitze und Druck verleiht Autoklavkohlefaser ihre überlegene Festigkeit und Dichte gegenüber Ofenaushärtungsalternativen. Deshalb kostet sie auch mehr. Das Ergebnis rechtfertigt es.
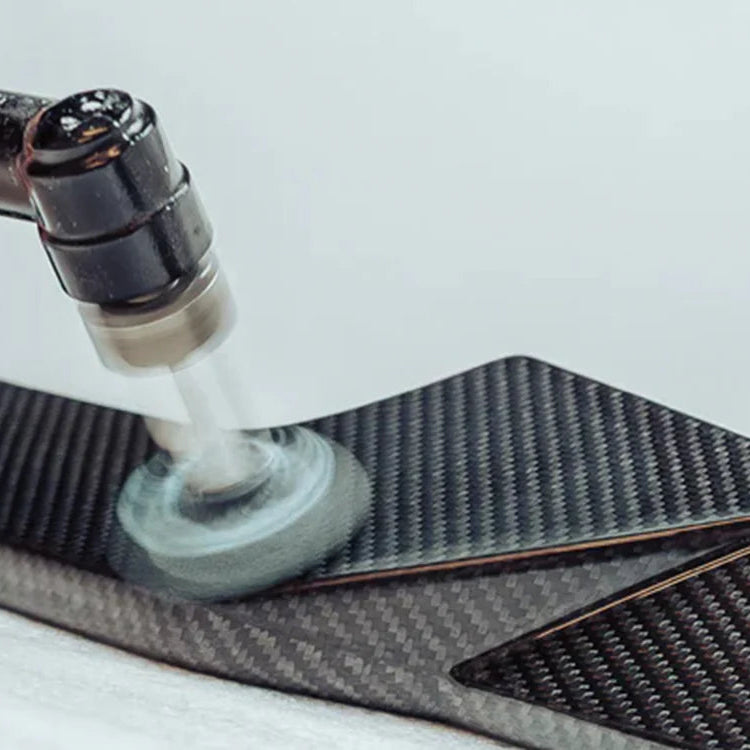
Von Rohteil zu verarbeiteter Oberfläche.
05 — Oberflächenfinish und Lackierung
Nach dem Entformen wird das Rohteil gekürzt, Kanten verfeinert und die Oberfläche durch progressive Schleifschritte vorbereitet. Mehrere Schichten UV-beständigen Klarlacks werden dann von Hand aufgetragen. Der Lack ist nicht dekorativ – er schützt das darunter liegende Harz vor UV-Degradation, die billigere Kohlefaser im Laufe der Jahre vergilben und stumpf macht. Glänzend, Seide oder matt. Jedes ist ein eigenständiger Verarbeitungsprozess. Das Gewebe darunter bleibt sichtbar, geschützt, dauerhaft.

Es bestanden oder wird nicht versendet.
06 — Qualitätskontrolle
Jedes fertige Teil wird von Hand überprüft – Oberflächenfinish, Kantenqualität, Passformgeometrie und Gewicht werden alle gegen die Spezifikation überprüft. Ein Teil, das bestanden wird, erhält seine Vanté-Teilenummer. Ein Teil, das nicht bestanden wird, wird nicht überarbeitet und stillschweigend versendet. Es wird von Anfang an neu hergestellt. Es gibt keinen anderen Standard.
Die Zahlen
135°C
Autoklav-Aushärtungstemperatur. Der gleiche Standard wie in der Luft- und Raumfahrt-Verbundstoff-Fertigung.
3+
Individuelle Kohlefaserschichten pro Bauteil. Jede Schicht von Hand gelegt, jeder Winkel absichtlich.
6 Bar
Während der Autoklav-Aushärtung angewendeter Druck. Dies unterscheidet strukturelle Kohlefaser von dekorativer Kohlefaser.
2x2T 3K
Das von uns angegebene Kohlefaser-Grad. Die gleiche Zugfestigkeitsklassifizierung wie in Flugzeugstrukturen.





