



La base de tout.
01 — Sélection des matériaux
Nous utilisons du préimprégné sergé 2x2 3K et de la fibre de carbone sèche — la même spécification que celle que l'on trouve dans les structures aérospatiales. Contrairement au carbone standard, le préimprégné est livré avec de la résine déjà intégrée dans le tissage selon un ratio précis. Pas de supposition, pas d'incohérence. Il est stocké à -18°C jusqu'à ce qu'il soit nécessaire, préservant la chimie de la résine exactement comme prévu.
Chaque couche est placée intentionnellement.
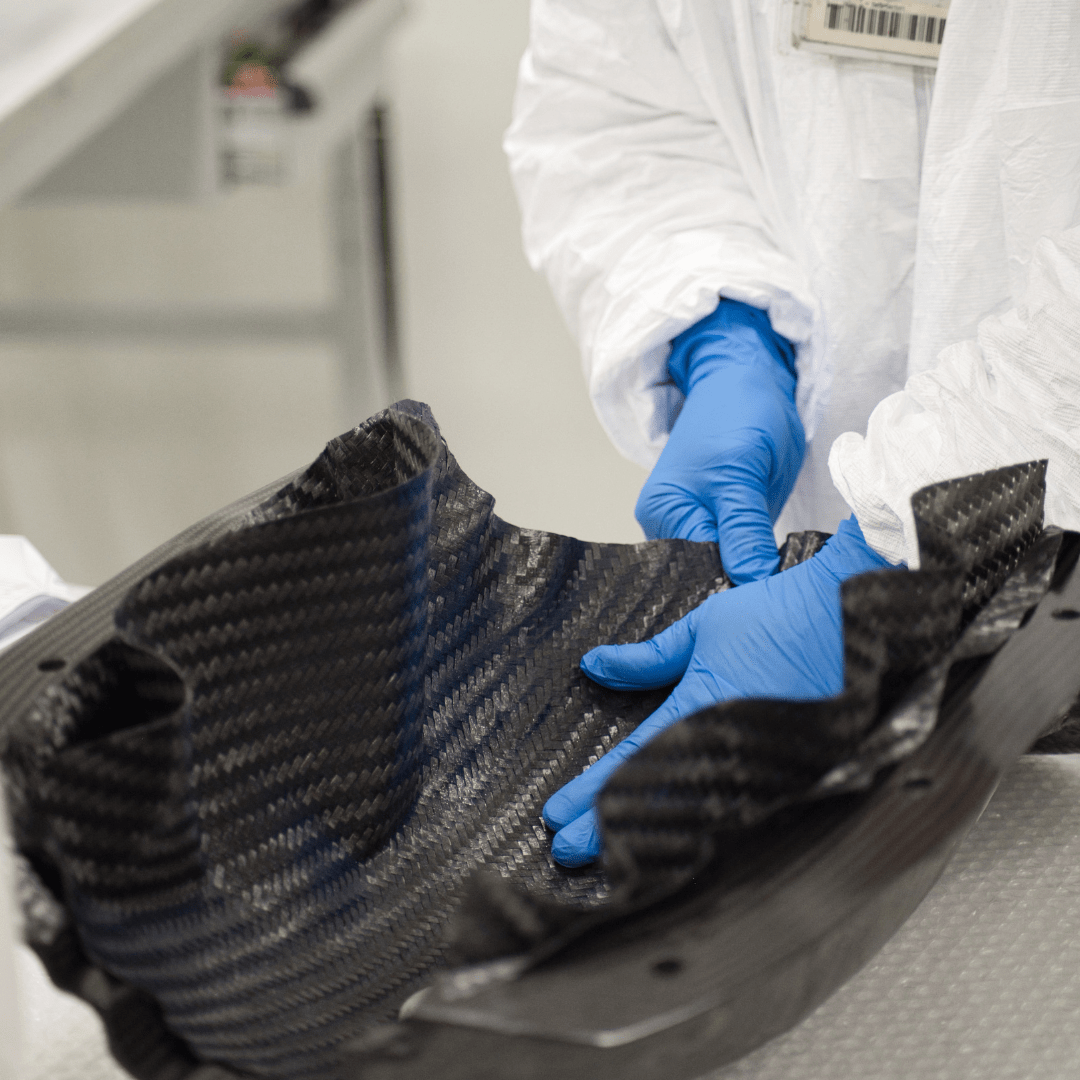
02 — Moulage au contact
Une grande feuille de carbone préimprégné est découpée en gabarits précis en fonction de la conception du composant. Chaque pièce est ensuite posée à la main directement dans un moule usiné, l'outil qui définit la forme finale exacte de la pièce. Couche par couche, feuille par feuille, chaque pli est lissé et positionné avec soin. Trois couches ou plus constituent généralement un seul composant.
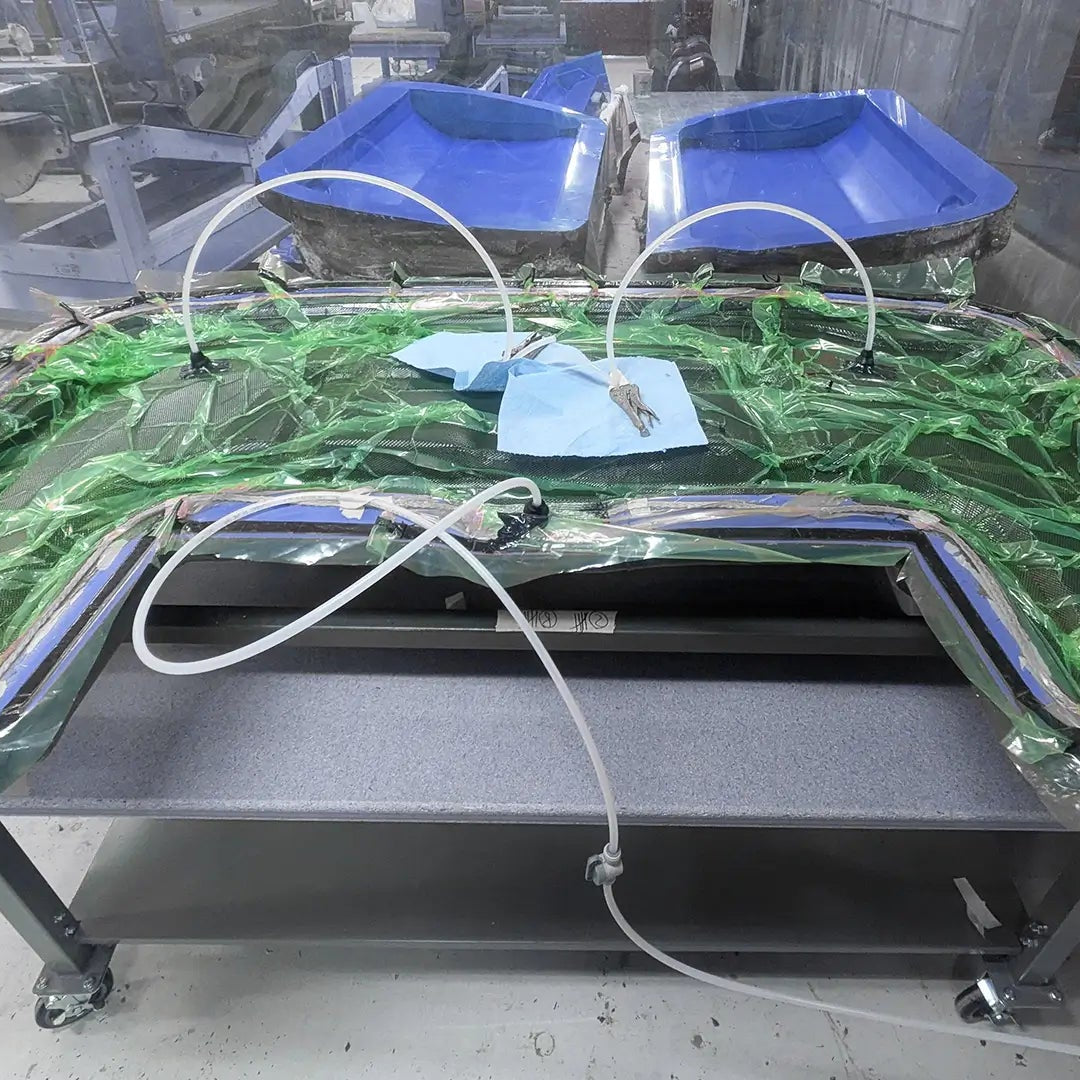
Scellé sous pression.
03 — Mise sous vide avec sac
Une fois la stratification terminée, une bâche à vide est placée sur l'ensemble du moule et scellée hermétiquement. Une pompe extrait ensuite tout l'air de l'intérieur, pressant chaque couche fermement contre la surface du moule et éliminant toute poche d'air entre les plis. L'air emprisonné dans la fibre de carbone crée des points faibles invisibles. Le vide élimine entièrement ce risque avant que la pièce ne soit chauffée.

Pression et chaleur. Simultanément.
04 — Durcissement en autoclave
Le moule ensaché est placé dans un autoclave, un four industriel sous pression qui applique à la fois chaleur et pression. À 135°C et jusqu'à 6 bars de pression, la résine s'écoule à travers les couches de carbone, les lie de manière permanente et durcit pour former une structure rigide unique. Cette combinaison de chaleur et de pression est ce qui confère au carbone autoclave sa résistance et sa densité supérieures par rapport aux alternatives durcies au four. C'est aussi pourquoi il coûte plus cher. Le résultat le justifie.
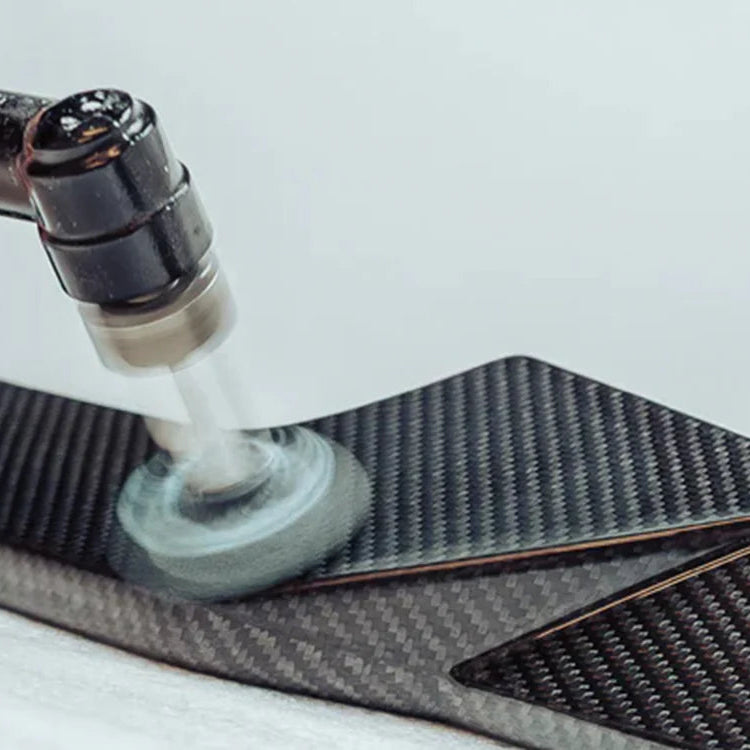
De la pièce brute à la surface finie.
05 — Finition et laquage
Une fois démoulé, le composant brut est paré, les bords affinés et la surface préparée par ponçages successifs. Plusieurs couches de laque transparente stable aux UV sont ensuite appliquées à la main. La laque n'est pas décorative, elle protège la résine sous-jacente de la dégradation ultraviolette qui provoque le jaunissement et le ternissement du carbone de moindre qualité en quelques années. Brillant, satiné ou mat. Chacun est un processus de finition distinct. Le tissage en dessous reste visible, protégé, permanent.

Ça passe ou ça ne part pas.
06 — Contrôle qualité
Chaque pièce finie est inspectée à la main — le fini de surface, la qualité des bords, la géométrie d'ajustement et le poids sont tous vérifiés par rapport aux spécifications. Une pièce conforme reçoit son numéro de pièce Vanté. Une pièce non conforme n'est pas retravaillée et expédiée discrètement malgré tout. Elle est refaite depuis le début. Il n'y a pas d'autre norme.
Les chiffres
135 °C
Température de polymérisation en autoclave. La même norme que celle utilisée dans la fabrication de composites aérospatiaux.
3+
Plis de carbone individuels par composant. Chaque couche posée à la main, chaque angle délibéré.
6 barres
La pression appliquée pendant la cuisson en autoclave. C'est ce qui distingue le carbone structurel du carbone décoratif.
2x2T 3K
La nuance de fibre de carbone que nous spécifions. La même classification de traction que celle que l'on trouve dans les structures d'avion.





