



El fundamento de todo.
01 — Selección de materiales
Utilizamos preimpregnados de sarga 2x2 3K y fibra de carbono seca, las mismas especificaciones que se encuentran en las estructuras aeroespaciales. A diferencia del carbono estándar, el preimpregnado llega con la resina ya fijada en el tejido en una proporción precisa. Sin conjeturas, sin inconsistencias. Se almacena a -18 °C hasta el momento en que se necesita, conservando la química de la resina exactamente como se concibió.
Cada capa colocada con intención.
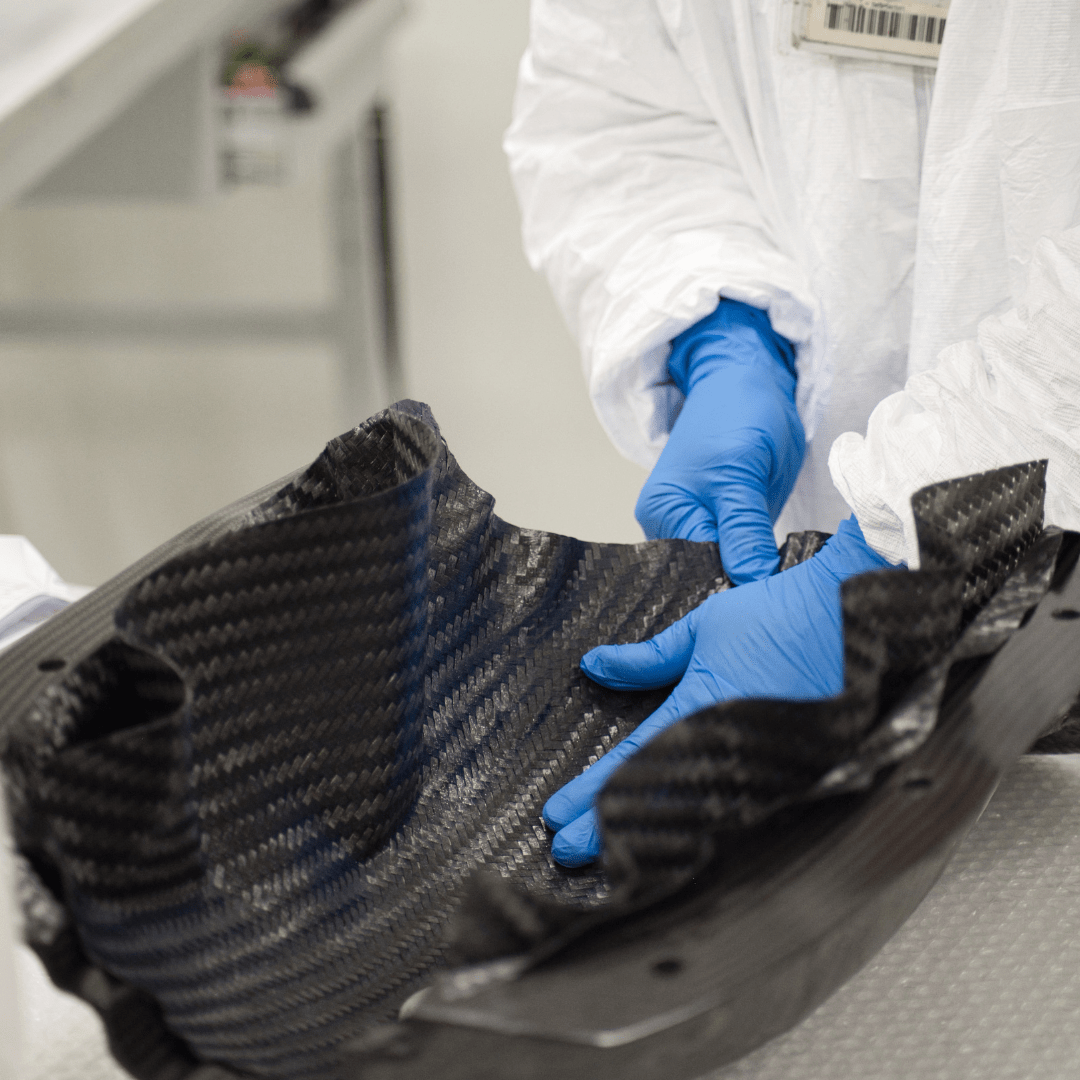
02 — Moldeado manual
Una lámina grande de carbono preimpregnado se corta con plantillas precisas basadas en el diseño del componente. Cada pieza se coloca a mano directamente en un molde mecanizado, la herramienta que define la forma final exacta de la pieza. Capa por capa, lámina por lámina, cada pliegue se alisa y se coloca con cuidado. Tres o más capas suelen formar un solo componente.
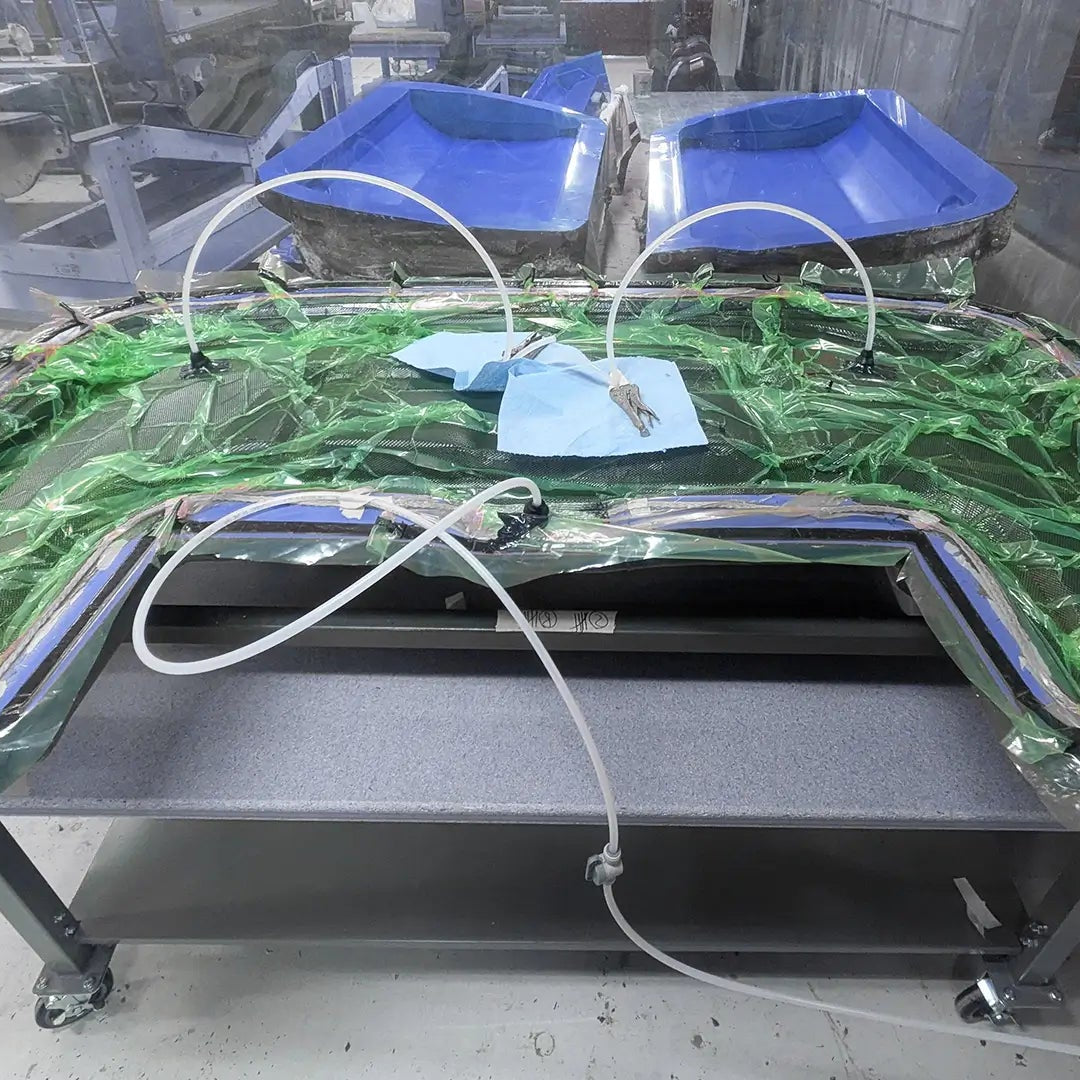
Sellado a presión.
03 — Envasado al vacío
Una vez completado el laminado, se coloca una bolsa de vacío sobre todo el molde y se sella herméticamente. A continuación, una bomba extrae todo el aire del interior, apretando cada capa contra la superficie del molde y eliminando cualquier burbuja de aire entre las capas. El aire atrapado en la fibra de carbono crea puntos débiles invisibles. El vacío elimina ese riesgo por completo antes de que la pieza se exponga al calor.

Presión y calor. Simultáneamente.
04 — Curado en autoclave
El molde embolsado se introduce en un autoclave, un horno industrial presurizado que aplica calor y presión al mismo tiempo. A 135 °C y hasta 6 bares de presión, la resina fluye a través de las capas de carbono, las une de forma permanente y se cura en una única estructura rígida. Esta combinación de calor y presión es lo que confiere al carbono de autoclave una resistencia y densidad superiores a las alternativas curadas en horno. También es la razón por la que cuesta más. El resultado lo justifica.
Desde la pieza en bruto hasta la superficie terminada.
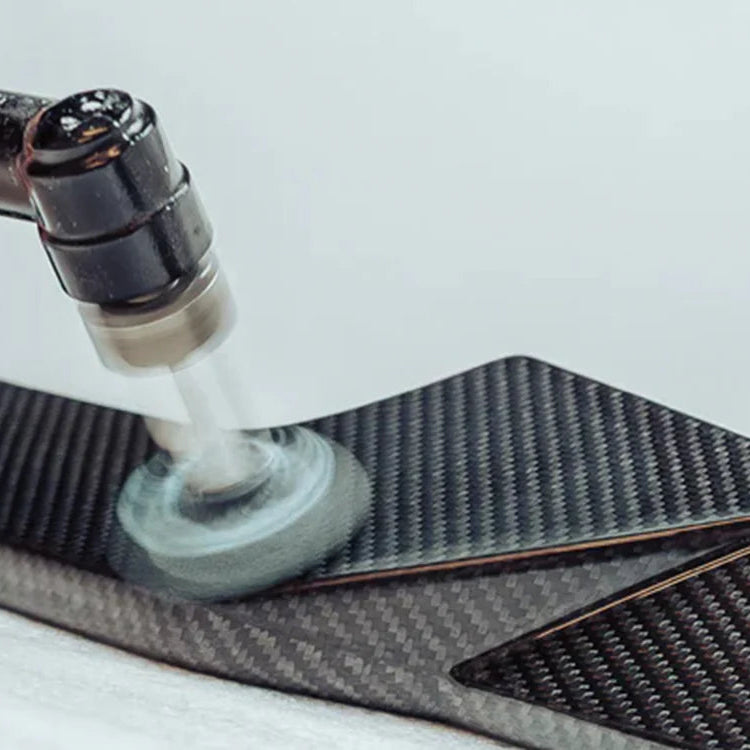
05 — Acabado y lacado
Una vez desmoldado, el componente en bruto se recorta, se refinan los bordes y se prepara la superficie mediante etapas progresivas de lijado. A continuación, se aplican a mano varias capas de laca transparente con estabilidad UV. La laca no es decorativa, sino que protege la resina subyacente de la degradación ultravioleta que provoca que el carbono más barato amarillee y se apague en pocos años. Brillo, satinado o mate. Cada uno es un proceso de acabado distinto. El entramado subyacente permanece visible, protegido, permanente.

Aprueba o no se envía.
06 — Control de calidad
Cada pieza terminada es inspeccionada a mano — el acabado de la superficie, la calidad de los bordes, la geometría de ajuste y el peso se cotejan con las especificaciones. Una pieza que pasa recibe su número de pieza Vanté. Una pieza que no pasa no se reelabora y se envía de todos modos en silencio. Se rehace desde el principio. No existe otro estándar.
Los números
135°C
Temperatura de curado en autoclave. El mismo estándar utilizado en la fabricación de compuestos aeroespaciales.
3+
Capas individuales de carbono por componente. Cada capa colocada a mano, cada ángulo deliberado.
6 bares
Presión aplicada durante el curado en autoclave. Esto es lo que separa el carbono estructural del carbono decorativo.
2x2T 3K
El grado de fibra de carbono que especificamos. La misma clasificación de tracción que se encuentra en las estructuras de las aeronaves.





